| Dura-Belt | 800-770-2358 | WHERE TO BUY | ||
EU's EN619 Round Belt Standard
makes some Critical Mistakes
EN 619 is a European Union standard that sets safety requirements for mechanical handling equipment and systems. Its purpose is to reduce hazards that can occur during operation and maintenance.
Unfortunately, EU's EN619 standard for round conveyor belts fails to recognize that there are two different types of polyurethane round belts - extruded and injection molded -- one of which neither draws-in nor holds-in human fingers.
Extruded round belts (aka, extruded O-ring belts) have the same amount of polyurethane on the outside half and inside half of their cross-section diameter so they spiral or twist like a candy cane when a small tangential force is applied. This, coupled with the smooth round grooves on conveyor rollers, makes it easy to roll or pull fingers out from under extruded round belts without cutting or bruising the skin. Consequently, they do not "draw-in" or hold-in fingers like poly-v belts and chains.
Injection molded round belts have more urethane on the outside half than on the inside half so they do not easily spiral or twist, making it more difficult to quickly pull out fingers from underneath them. Consequently, they can hold-in and easily bruise fingers.
EU has good intentions, but its safety engineers appear to have gone overboard and arbitrarily mandated an excessive and unnecessary standard, unilaterally without conferring with companies like Dura-Belt and its competitors, who have more than 100 years of combined experience manufacturing and supplying extruded round belts. The EU has also not considered the difference between extruded round belts and injection molded round belts.
Half a billion extruded round belts sold to more than 10,000 customers with no injury complaints. We know something is wrong with the standard because we have been shipping millions of extruded round belts each year for over 35 years, as have our major competitor, who has been shipping them for over 68 years. Together we have probably shipped almost 1/2 billion belts to over 10,000 customers, and we have never had any injury complaints whatsoever or been sued by anyone for injuries caused by our extruded elastic round belts.
Here are the main problems with the EN619:2020 4.2.1.1.6 "Drawing-in Points" standard:
- Where did the EU get those numbers? -- 20mm extension and 100N tension. They are such nice, round numbers -- so they appear to be too nice, too round and too arbitrary-sounding to be based on scientific tests with humans. They could not be based on injury complaints from customers with over a half century of experience using about half a billion extruded round belts because, to the best of our knowledge, there are no such complaints. Perhaps they had some complaints form injection molded round belts of which we have no knowledge. Nevertheless, they did not differentiate between extruded and molded belts, so it looks like their numbers were purposely designed to allow just enough tension to accommodate the weakest 11% stretched 5mm extruded round belt.
-
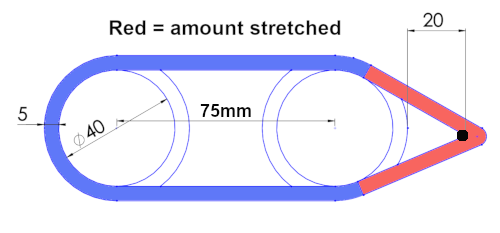
Non-standard belt tension measurement design: Here is EN619's measurement drawing applied to a 5mm belt stretched around two 50mm conveyor rollers with centers separated by 75mm (about 3"). This is probably the most common conveyor arrangement.
The EN619 test goes like this: If the belt is pulled 20mm (0.78") from the edge of the roller as below, the force to do that must be less than or equal to 100N (22.5 lbs). Otherwise, finger guards must be used, or humans must not be permitted within reaching distance of the belt. Alternately, robots would need to replace humans.
50mm rollers on 75mm centers
Note how difficult it would be to get a finger underneath the belt in the roller groove at the center of the roller without the use of a hook that is represented by the 3mm (1/8") diameter black dot.
Incidentally, stretching the belt around that tiny black dot Violates Minimum Pulley Diameter (VMPD) in the belt's specification, which is a 25.4mm (1") bend, such sharp abusive VMPD can damage the belt's long-chain molecules. In fact, in our trials the hook reduced the belt's tension by about 1/8 kg (1/4 lb.) each time it was stretched that way so their tests injures belts.
Further, note that it us usually not possible to fit a tool with a tension measuring scale into the distance between two rollers and stretch a belt 25mm (5mm belt thickness + 20mm standard) in that direction. Consequently, the belts can only be measured at the beginning and end of conveyors so there is no way to measure different belts (e.g., stronger belts on merges and inclines) in the middle of a conveyor without taking the conveyor apart. Therefore, the test is not very practical.
Finally, the red color above shows the tiny amount of cord actually stretched by the tests, which means the tension is a lot higher than it would be if a finger were actually caught between the belt and the roller. Therefore, this is not a fair representation of what actually happens as is shown below.
-
EN619's test does not mimic the actual belt stretch, but this drawing does show how the belt would stretch if a finger were held-in by the belt and forced part way around the roller.
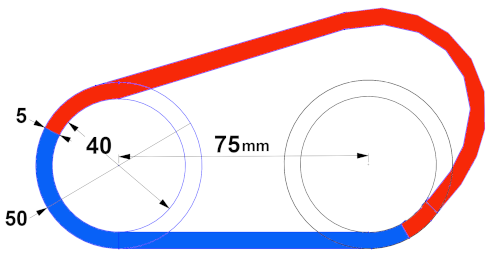
50mm rollers on 75mm centers stretched the way it really happens
Moreover, when a finger is forced around this roller, the rollers would be rotating in a clockwise direction so even more of the belt would be exposed to stretching on the left roller and more of the stretched belt would be passed around the right roller. Therefore it appears that about 2 times more of the elastic cord would be stretched than the standard's method so the tension on the finger would be about 2 times less. This would help explain why, to the best of our knowledge, no one has ever complained to us about any injury cause by extruded elastic round belts, including our HT Blue belts and HEHT Black belts.
-
Injection molded belt bias: Since at least one major conveyor company in Europe used a large number of injection molded round belts, we suspect that, if there were any round belt "draw-in" injuries reported in Europe, they were most likely caused by injection molded round belts. Therefore, they should be treated differently than extruded round belts.
-
Compared to poly-v belts, a finger under a round belt causes these belts to slip relatively easily. This tends to protect fingers from injury by allowing them more time to be pulled out with an involuntary reaction. This happens because extruded elastic round belts have a much lower coefficient of friction as well as a much smaller area of contact than poly-v belts or chains. This fact is confirmed by elastic round belt wear patterns on galvanized conveyor grooves where slipping is frequent due to box jams and accumulations. Conversely, poly-v belts resist slipping because they are virtually inelastic compared to elastic round belts so they exhibit many times more grabbing force, and their contact area is more than twice the surface area contact per rib, so two ribs have 4 times the surface contact area, while 3 ribs have 6 times and 4 ribs have 8 times!
-
Run-in necessary before testing. The following graph shows how tension in elastic polyurethane belts dramatically declines shortly after installation. For example, tension in a 5mm diameter, 85A durometer, round HT blue belt, stretched 20%, declines about 30% in the first five minutes after installation. Consequently, to get a measurement that correctly represents the belt's normal tension, it is important to run-in such belts at least 48 hours before testing their tension. As an added precaution during this time, employees should not be allowed access to the conveyor.
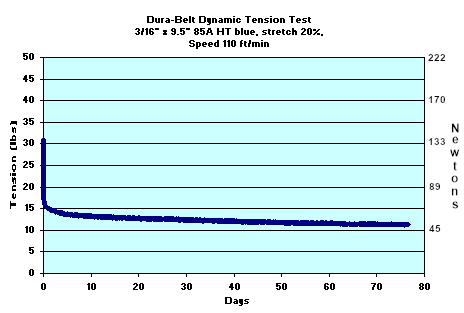
HT Blue belt tension decline vs time
Therefore, since it would be unfair to test a highly elastic belt immediately after installation, EN619 should be amended to include this run-in testing instruction.
-
Physical tests: We performed the following physical tests using one index finger. When the finger starts to go between the belt and roller, it is so easy to pull it out that we had to force it to stay in and move ¼ the way around the roller.
In two separates tests, both our President and Vice President put their index finger between a steel 1.9" conveyor roller with 5mm deep rounded grooves and our 5mm x 9.5" long HT blue belt, stretched 20%, that had run-in for 48 hours. We forced our finger to stay between roller and belt for 1/4th the distance around the roller. Both of us reported that it was uncomfortable, but did not cause much pain. Furthermore, it was easy to pull out our fingers, and it did not cause any laceration or bruising**.
**Bruising. A much higher tension test was performed by a customer's engineer. He put his finger under an 8mm diameter HT blue belt that was stretched 20% that had been run-in. He said it hurt and left a slightly bruised finger, but it was easy to pull out and caused no other damage. Note that an 8mm belt has 2.6 times as much tension as a 5mm belt because it has 156% more polyurethane. Certainly, we would agree that 8mm HT belt should require finger guards to prevent injury. Still, the fact that we have never received claims of such injuries in the 36 years of our existence likely means that even with 8mm HT belts, people pull their finger safely away before such injuries can occur.
-
How to fix EN619. The first thing we noticed when we saw the EN619 sketch was the very unusual and difficult way the test is performed, compared to the way anyone who has ever tested belt tension does it. To see what we mean, simply Goggle "How to measure drive belt tension". You will see numerous descriptions and videos of the method that has been common practice for over a century, It involves depressing the belt a certain distance at a point halfway between its two pulleys. A newer method uses vibrations of the belt at the same location, but that requires special frequency measuring devices. No where could we find a description of the method described by EN619.
The common method pictured below requires a ruler to measure the distance between rollers and a belt gauge or just a rule of thumb. Therefore, we propose using this common method while extending, rather than depressing, the belt at the same center distance between two rollers. It is simpler, easier and quicker to do. It is also a better method because it mimics the way the belt would initially be stretched if a finger gripped the belt while a box above was being lifted.
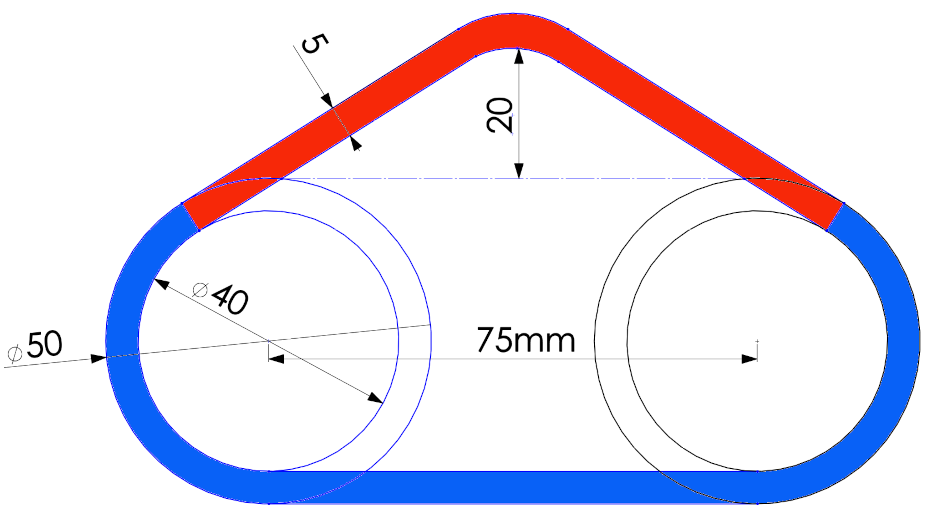
Stretched the way belt tension measuring devices work
-
EN619, a barrier that limits competition. It seems strange that after 68 years of acceptance, the EU should suddenly enact a strict rule that significantly increases the cost of using higher tension extruded, elastic round belts by requiring finger guards.
Extruded elastic round belts on low cost conveyor roller with swaged in grooves are several times less expensive than poly-v belts on conveyor rollers with expensive poly-v endcaps and finger guards. Steel chains with expensive sprockets and finger guards are also more expensive.
However, since grooves on rollers are significantly further from roller ends than poly-v and chains, finger guards for such round belts would probably be more expensive.
Therefore, we wonder who would benefit from such a stringent standard that greatly increases the cost of high tension extruded elastic round belts? Could chain manufacturers, poly-v belt manufactures and conveyor manufacturers that only use chains and/or poly-v belts have exerted pressure on the EU to set the standard so low that it would require costly finger guards for extruded elastic round belts? Is it possible that they did to eliminate competition from lower cost conveyor manufactures and extruded elastic round belt manufacturers?
-
EU's round belt standard vs. rest of the world. Dura-Belt ships extruded elastic round belts all over the world, including China. No other region or country imposes such a strict round belt standard because such a standard is not needed. Will EU's standard make their region less competitive on the world's stage?
-
Green, environmental friendly belts. Unlike rubber poly-v belts, 95% or our elastic belts are made from solid ester-based polyurethane that is recyclable and also biodegradable. (See details at https://www.durabelt.com/faq.php#FAQ46). Therefore, by imposing an unnecessarily strict standard on extruded round belts, the EU is making it more difficult to meet its environmental standards requiring the use of recyclable and/or biodegradable materials.
-
Energy efficient. Our tests have shown that the tighter and less elastic a belt is, the more energy is required to power it. For example, non-stretch high tension belts required 3 times more energy, while our V-Conform poly-v belts use 50% more energy than our 3/16" HT Blue belts. (See XLD belt review at https://www.durabelt.com/Eagle_XLD_O-ring_Review.php). Therefore, EU's strict round belt standard conflicts with its energy efficient standards.
-
Longer motor lifespan. Our tests have also shown that the tighter and less elastic is belt is, the more stress it puts on Motor Driven Rollers (MDR). In one test, zero-stretch belts running at 200 fpm caused the MDR to overheat and shutdown. If that happens frequently, it can cause MDR's thermistors to burn out and ruin the MDR. (See https://www.durabelt.com/Eagle_XLD_O-ring_Review.php.)
Moreover, while we have not tested poly-v belts over long time periods, we suspect that since our more elastic HT Blue belts absorb more load shock, more brake shock and more startup/shut down shock, they should put less stress on MDRs and thereby extend their lifespan. Hence, by including the gentle effects that extruded round belts have on MDR's lifespan, they are likely more cost effective than other belts.
Based on the above, we hope the EU will modify EN619 to differentiate the way extruded elastic round belts differ from injection molded ones.
Copyright © 2025 Dura-Belt, Inc. All Rights Reserved. Site Index